Ввиду того, что многие металлические изделия (кузовные элементы, аксессуары кровли, емкости) имеют небольшую толщину, вопрос взаимного соединения данных элементов при помощи электрической сварки, очень часто становится темой дискуссий и обсуждений. Давайте и мы не будем оставаться в стороне и поговорим о том, как правильно сваривать тонкий метал самостоятельно.
Виды деформаций при работе с тонким металлом
Ввиду естественных физических свойств соединяемых (свариваемых) между собой материалов, а именно малой толщины листа, в процессе выполнения работ могут проявляться следующие отклонения:
- Сквозные прожоги металла. Становятся результатом быстрого его прогрева, поэтому дабы исключить проявление указанных дефектов следует, во-первых, до минимума снизить сварочных ток инвертора, а во-вторых, увеличить скорость движения электрода.
- Плохой провар тонкого металла (не герметичность). Обычно возникает при низком опыте сварщика, который стремясь избежать прожогов, выполняет быстрое ведение шва, ввиду чего не весь соединяемый металл проваривается (образуются не проваренные участки). Дабы этого избежать профессионалы советуют использовать качественные электроды (обычно импортные) небольшого диаметра и подобрать наиболее оптимальный ток сварки на инверторе.
Кстати о выборе электродов для сваривания тонкого металла нужно поговорить более детально.
Так, например, весьма оправдано в данном случае применение электродов с диаметром 2 – 3 мм, причем для того, чтобы плавление металла происходило равномерно, электроды желательно предварительно подготовить к работе, а именно прогреть их при температуре до 200⁰С. Такой лайфхак существенно облегчит работу сварщика и сформировать сварочный шов будет существенно легче (не будут образовываться наплывы металла с изнаночной стороны шва).
А о том как подобрать инвертор сварочный мы рекомендуем прочитать здесь.
- Коробление тонкого металла при сваривании. Связано с быстрым его перегревом на локальных участках. Так, в местах сваривания металл разогревается, тогда как на более отдаленных от места сварки участках он остается холодным, в результате такого температурного перепада металл выгибается и коробится. Чтобы не допустить подобного следует накладывать швы методом чередования (сначала в одной точке, затем в следующей и т.д до полного проваривания).
Подбор оптимальных режимов работы сварочного аппарата
В результате множества опробований при сваривании тонкого металла, были выведены усредненные данные для настройки сварочного аппарата, которые приведены в таблице ниже
|
Толщина, свариваемого металла, мм |
Значение тока (устанавливается на инверторе), А |
Диаметр электрода, мм |
|
0.5 |
10 |
1 |
|
1 |
25-35 |
1.6 |
|
1.5 |
45-55 |
2 |
|
2 |
65 |
2 |
|
2.5 |
75 |
3 |
Исходя из представленных данных видно, что для сваривания очень тонкого металла (толщиной до 1мм) требуется установка сварочного тока в диапазоне 10…35А. Далеко не все бытовые сварочные инверторы способны обеспечить такие низкие показатели, ввиду чего в таком случае может потребоваться введение в электрическую цепь сварки, дополнительного балластного сопротивления (обычно используется пружина из углеродистой стали), которое следует подключить в разрыв между массой и корпусом.
И еще, зачастую прожигание тонкого металла происходит при зажигании электрода (при высоком пусковом токе), ввиду чего в некоторых моделях сварочников имеется специальная опция, позволяющая автоматически снижать пусковой ток на заданную величину. Если же такой опции нет, то рекомендуется зажигать электрод на толстом металле, а уже после – производить работы в месте сваривания тонких листов, путем переноса электрода в заданную позицию.
Лайфхаки по сварке тонкого металла
Предлагаем пользователям ознакомиться с некоторыми хитростями, помогающими облегчить задачу сварщика при сваривании тонких элементов.
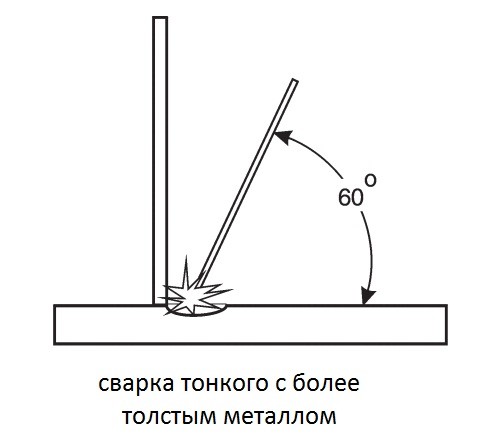
Во-первых, если есть такая возможность, то более оправданным вариантом будет соединение тонколистовых элементов не встык, а внахлест. Это позволит создать некоторую опору для наплавляемого шва, и метал с меньшей вероятностью будет пропален насквозь. Дабы не происходило отсечений торцевых участков верхней панели, электрод желательно в большей степени направлять на нижнюю панель.
Во-вторых, если все же требуется выполнить сварочное соединение встык, то следует максимально точно подготовить свариваемые детали (минимизируя зазор) и выполнять работы небольшим током. Причем очень важно вначале поставить прихватки (вначале и в конце соединения).
В-третьих, придерживаться следующих рекомендаций:
- Выполнять ведение сварочного шва по прямой (без амплитудных движений) при малой уставке тока;
- Выполнять сваривание импульсами, давая металлу подоостыть от предыдущего разогрева;
- В качестве теплоотвода использовать неметаллическую подкладку (например, графитовую панель) или пластину из цветного металла (например, медную);
- Осуществлять наложение шва с пропусками (50 – 100мм), которые впоследствии следует восстановить стандартным методом (начало нового шва должно перекрывать окончание предыдущего);
- Выполнять наложение сварочного шва следует короткой дугой, располагая электрод под углом к месту сварки 40 – 85 градусов (для исключения прожогов). Причем более оправданным вариантом движения электрода в таком случае, будет плавное движение углом вперед.

Помимо всего вышеперечисленного, специалисты рекомендуют при сваривании тонкого металла использовать методику обратной полярности, при которой к сварочному электроду подводится плюсовой проводник, а к заготовке – минусовой. В таком случае большая температура будет приходиться на электрод, нежели на свариваемое изделие, ввиду чего вероятность прожога металла существенно снижается.
Вывод
Исходя из всего вышесказанного можно сделать вывод, что сваривание тонкого металла – это весьма щепетильная операция, требующая от исполнителя работ определенного опыта, но тем не менее соблюдая вышеприведенные рекомендации и потренировавшись на неответственных участках можно добиться вполне приемлемого сварочного соединения. Так что дерзайте, и все будет ОК!
Видео по теме:
Читать еще:
Особенности выбора сварочных рукавиц
Изготовление металлических дверей своими руками
Основные способы вязки арматуры
Холодная сварка для металла: инструкция по использованию
Если Вам понравился материал буду благодарен, если порекомендуете его друзьям или оставите полезный комментарий.



Добавить комментарий